最新消息
協易伺服沖床: 多樣化的沖壓成型曲線
隨著材料強度日趨增加與沖壓件複雜度提高,傳統沖床需在速度、沖壓能力及靈活性上有所犧牲。一台好的沖床可優化既有的沖壓製程,讓沖壓廠得以用更少的設備來獲得更多的產量。協易伺服沖床可運用於各類型的沖壓工法及多樣的產業,滿足客戶獨特的需求和應用。
協易伺服沖床得益於其強大的伺服馬達和控制系統,配合不同的加工目的,控制衝頭的運動及速度,調配最適的沖壓曲線,達到產能提升與品質改善。人性化的操作介面可輕鬆設定各種沖壓曲線參數,如衝頭可在行程中的加工區段放慢速度以防止發生工件破裂,並在行程中的其餘區段快速運動以提昇整體生產效率。此外,傳統產線所需的後段加工,在導入伺服沖床後可整合到沖壓製程中,例如模內沖孔等工序,達到提升整體效率及降低生產成本的效益。
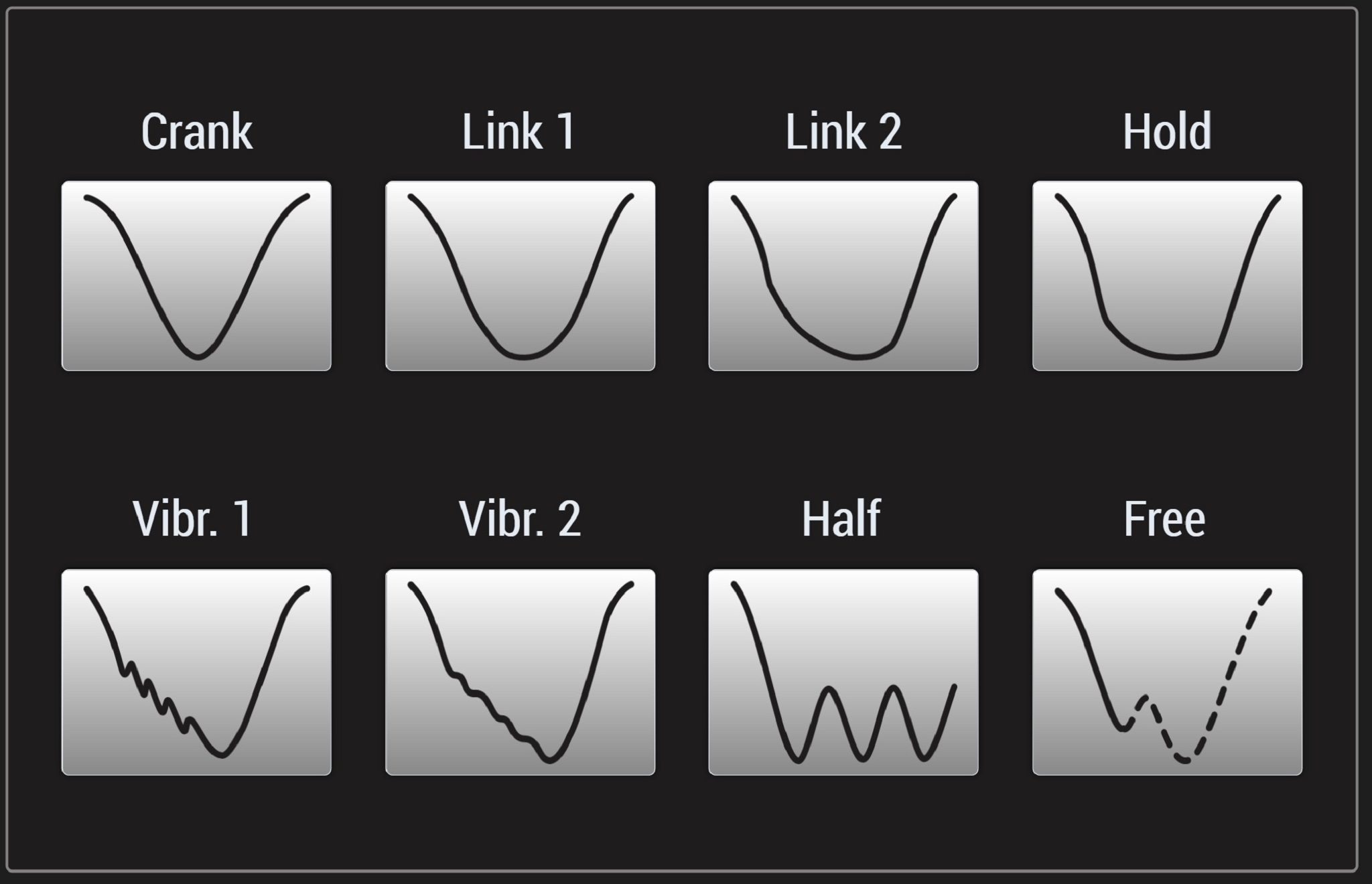
協易提供7種預設沖壓曲線及1種自由曲線,以下介紹幾項最常被使用的沖壓曲線。
連桿模式:可編程及優化沖壓曲線
此為相當常見的應用,衝頭迅速地下降並於指定位置放慢速度,優點是在提升產能的同時,提高成形的穩定度、降低反向負荷以及延長模具壽命。
鐘擺模式:增加產能
衝頭以短行程運作,減少不必要的衝頭運動,藉此增加產量及節省用電量。以連續模搭配鐘擺模式為例,產能最高可增加一倍且耗電量與使用機械沖床相比省下50%以上。
持壓模式:熱成形的沖壓新選擇
Hold曲線可讓衝頭在設定的時間段於下死點持壓,對加熱的料片進行成型及模內冷卻,以某客戶導入實績為例,相較於傳統熱成形製程,生產率可提昇20%以上,運轉成本可減少達50%,並可減少電力消耗量達70%以上。(實際生產效益依各家客戶的生產方式及工廠營運條件而有不同。)
自由模式 (壓印):適用於難成形的材料加工
透過多次在下死點鍛打,可減少工件回彈量或消除工件的回彈效應,壓印或鍛打曲線通常可在單一模具工站完成。請見範例影片。
震動模式:可減少模具站數
此曲線可用於深抽引加工,產出高精度與高品質的沖壓成品,同時可減少模具站數,從而降低模具成本並提升產能。此曲線常見於螺牙孔的沖壓加工。請見深抽引範例 影片。